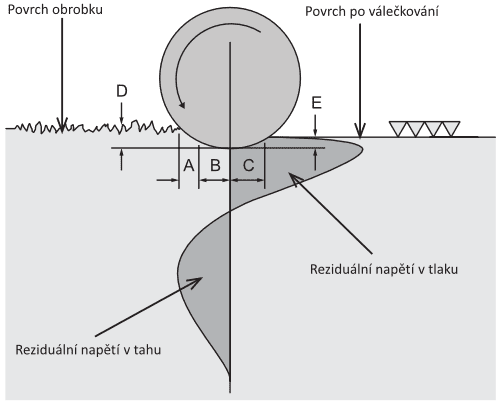
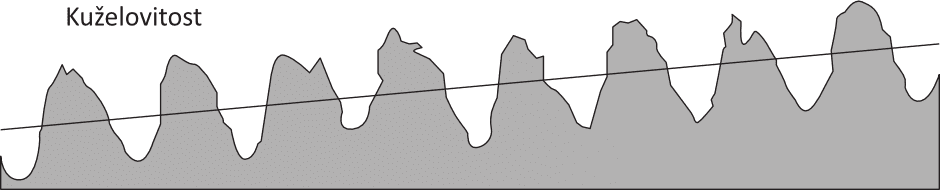
Výhody válečkování: Metalurgické vlastnosti ![]()
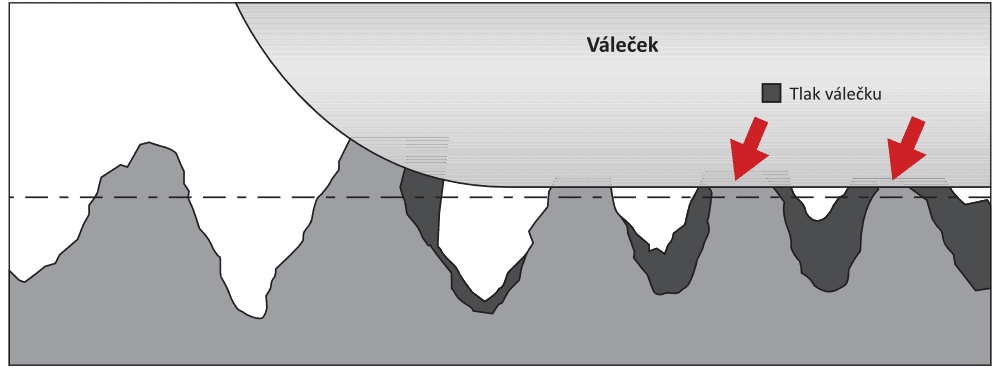
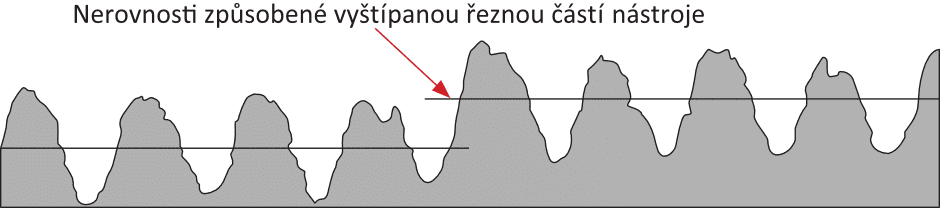
Výhody válečkování: Povrch obrobku ![]()

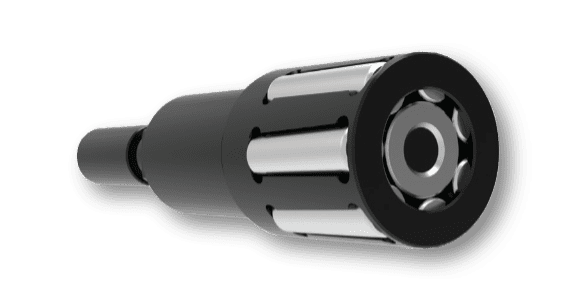
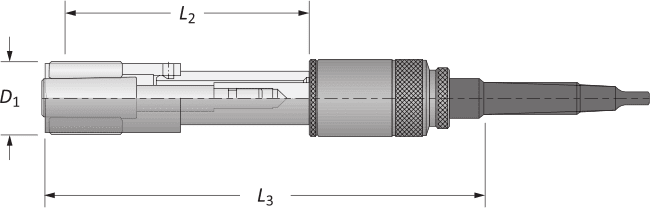
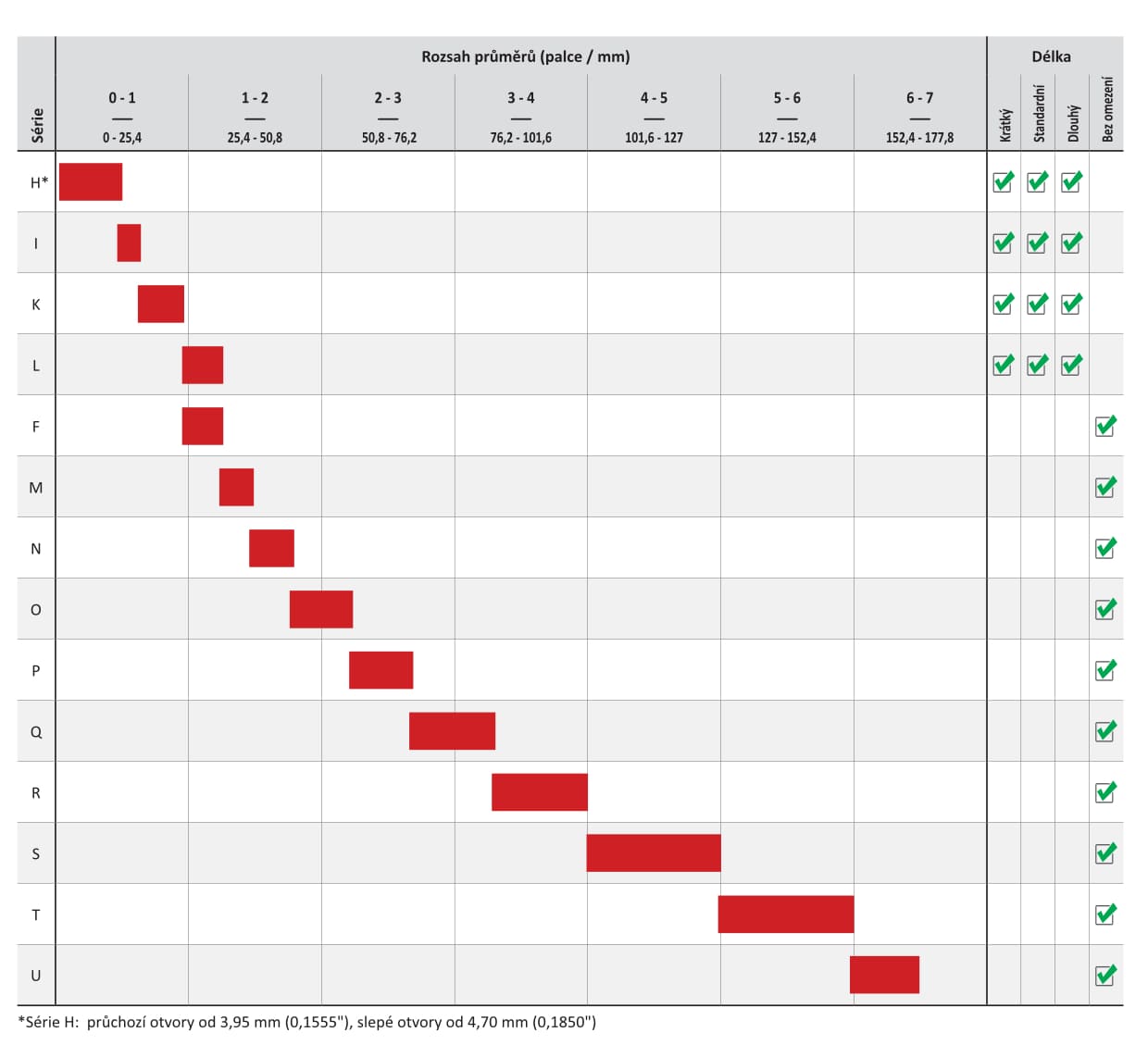
Válečkovací nástroj pro průchozí otvory
⌀ 3,95 - ⌀ 165,90 mm (0.1555" - 6.5313")
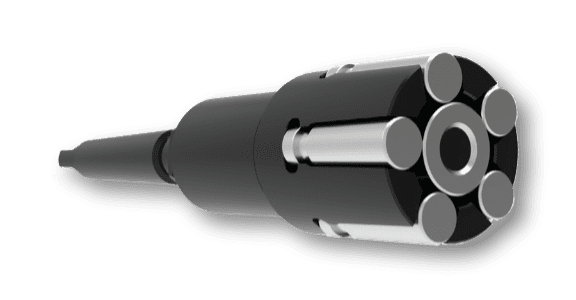
Válečkovací nástroj pro neprůchozí otvory
⌀ 4,70 - ⌀ 165,90 mm (0.1850" - 6.5313")
![]() Přesné nastavení průměru
Přesné nastavení průměru
tolerance 0,013 mm nebo lepší (závisí na mnoha faktorech, např. na materiálu …)
![]() Velmi nízká drsnost povrchu
Velmi nízká drsnost povrchu
v rozsahu 0,025 – 0,25 μm Ra
![]() Zvýšení tvrdosti povrchu
Zvýšení tvrdosti povrchu
o více jak 5-10 %
![]() Čistší obráběcí operace
Čistší obráběcí operace
než honování nebo jiné abrazivní metody
![]() Univerzálnost
Univerzálnost
operaci lze provést na jakémkoliv stroji s rotujícím vřetenem
![]() Eliminuje potřebu pomalejších a nákladnějších dokončovacích a sekundárních operací
Eliminuje potřebu pomalejších a nákladnějších dokončovacích a sekundárních operací
např. broušení, honování, lapování atd.
PŘED SAMOTNÝM OBJEDNÁNÍM ![]()